¬—≈–ќ——»…— »… ќ“–ј—Ћ≈¬ќ… »Ќ‘ќ–ћј÷»ќЌЌќ-“≈’Ќ»„≈— »… ∆”–ЌјЋ
¬џѕ”— є1/2024

XII ѕетербургский
международный газовый форум
как отражение новой реальностиќќќ «Ё‘-»Ќ“≈–ЌЁЎЌЋ»

ѕрограммируемые логические
контроллеры јЅј ѕЋ успешно
замен€ют зарубежные контроллеры
на предпри€ти€х —»Ѕ”–ајќ Ќ»÷ «»Ќ ќћ—»—“≈ћ»
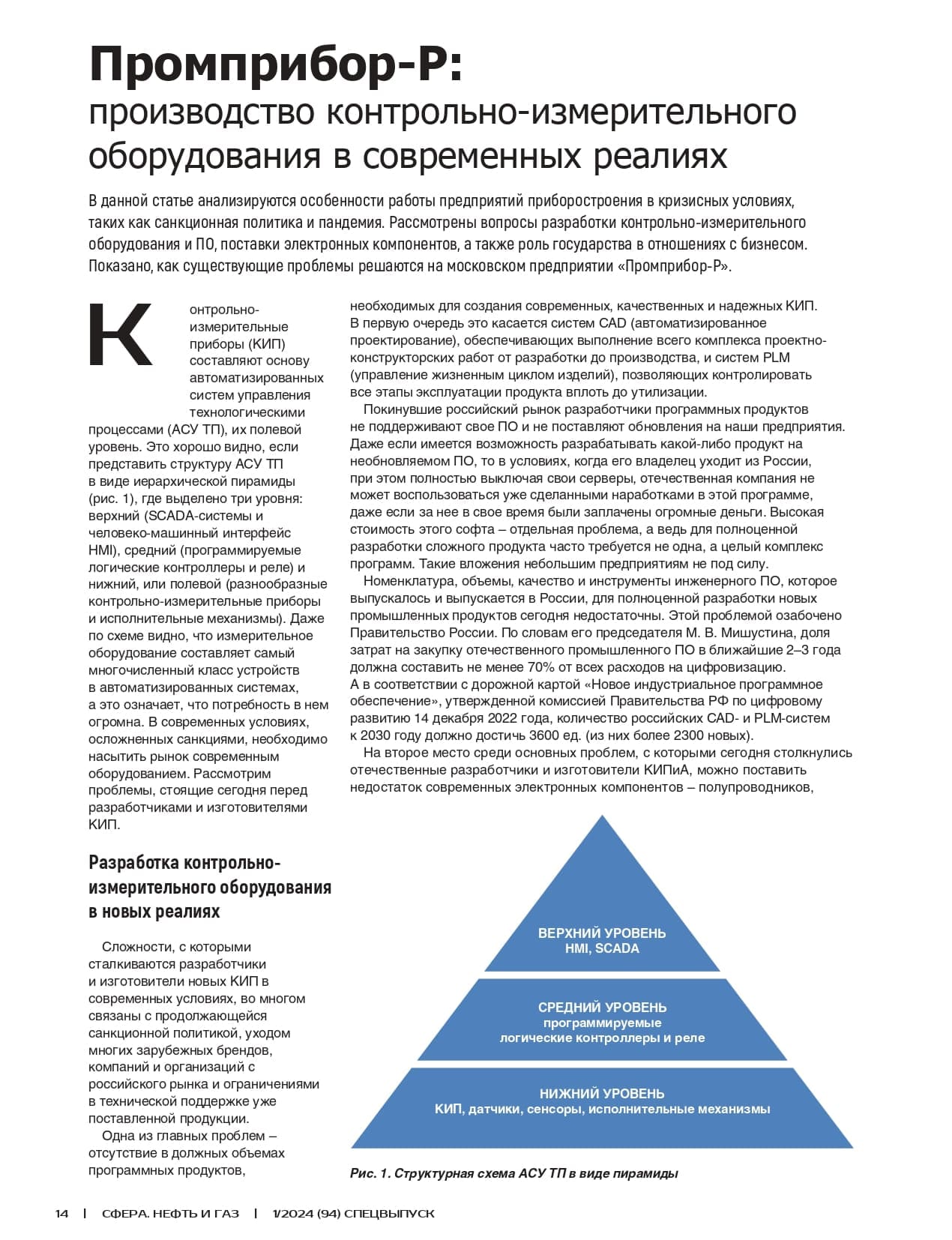
ѕромприбор –: производство
контрольно-измерительного
оборудовани€ в современных
реали€хќќќ «ѕ–ќћѕ–»Ѕќ–-–»


2000+
Ѕолее 2000 компаний презентовали свои разработки на страницах журнала

1500+
«а 19 лет журнал прин€л участие в более 1500 отраслевых меропри€ти€х

90+
»здано более 90 выпусков печатной версии журнала с 2005 года
¬џѕ”— » ∆”–ЌјЋј
„итайте свежие выпуски журнала онлайн
-
1/2024C

„итать онлайн
—качать выпуск -
1/2024

„итать онлайн
—качать выпуск -
5/2023

„итать онлайн
—качать выпуск -
4/2023

„итать онлайн
—качать выпуск -
3/2023

„итать онлайн
—качать выпуск -
2/2023

„итать онлайн
—качать выпуск -
1/2023

„итать онлайн
—качать выпуск -
4/2022

„итать онлайн
—качать выпуск -
3/2022

„итать онлайн
—качать выпуск -
2/2022

„итать онлайн
—качать выпуск -
1/2022

„итать онлайн
—качать выпуск -
4/2021

„итать онлайн
—качать выпуск -
3/2021

„итать онлайн
—качать выпуск -
2/2021

„итать онлайн
—качать выпуск -
1/2021

„итать онлайн
—качать выпуск -
6/2020

„итать онлайн
—качать выпуск -
5/2020

„итать онлайн
—качать выпуск -
3-4/2020

„итать онлайн
—качать выпуск -
2/2020

„итать онлайн
—качать выпуск -
1/2020

„итать онлайн
—качать выпуск -
6/2019

„итать онлайн
—качать выпуск -
5/2019

„итать онлайн
—качать выпуск -
4/2019

„итать онлайн
—качать выпуск -
3/2019

„итать онлайн
—качать выпуск -
2/2019

„итать онлайн
—качать выпуск -
1/2019

„итать онлайн
—качать выпуск -
6/2018

„итать онлайн
—качать выпуск -
5/2018
„итать онлайн
—качать выпуск -
4/2018

„итать онлайн
—качать выпуск -
3/2018

„итать онлайн
—качать выпуск -
2/2018

„итать онлайн
—качать выпуск -
1/2018
„итать онлайн
—качать выпуск -
6/2017
„итать онлайн
—качать выпуск -
5/2017

„итать онлайн
—качать выпуск -
4/2017

„итать онлайн
—качать выпуск -
3/2017
„итать онлайн
—качать выпуск -
2/2017
„итать онлайн
—качать выпуск -
1/2017

„итать онлайн
—качать выпуск -
6/2016

„итать онлайн
—качать выпуск -
5/2016

„итать онлайн
—качать выпуск -
4/2016

„итать онлайн
—качать выпуск -
3/2016

„итать онлайн
—качать выпуск -
2/2016

„итать онлайн
—качать выпуск -
1/2016

„итать онлайн
—качать выпуск -
6/2015

„итать онлайн
—качать выпуск -
5/2015

„итать онлайн
—качать выпуск -
4/2015

„итать онлайн
—качать выпуск -
3/2015

„итать онлайн
—качать выпуск -
2/2015
„итать онлайн
—качать выпуск -
1/2015
„итать онлайн
—качать выпуск -
6/2014

„итать онлайн
—качать выпуск -
5/2014

„итать онлайн
—качать выпуск -
4/2014
„итать онлайн
—качать выпуск -
3/2014

„итать онлайн
—качать выпуск -
2/2014

„итать онлайн
—качать выпуск -
1/2014
„итать онлайн
—качать выпуск -
5/2013

„итать онлайн
—качать выпуск -
4/2013

„итать онлайн
—качать выпуск -
3/2013
„итать онлайн
—качать выпуск -
2/2013
„итать онлайн
—качать выпуск -
1/2013
„итать онлайн
—качать выпуск

ѕромышленный контроллер автоматизации производственных процессов ЂјЅј ѕЋ ї Ц российска€ разработка от «јќ ЂЌаучно-инженерный центр Ђ»Ќ ќћ—»—“≈ћї ( азань, “атарстан) в области нефт€ной и газовой промышленности.
оллеги обратились к команде ¬идео«а€ц с целью создани€ рекламы (презентации) промышленного оборудовани€ Ц по сути, инновационного многокомпонентного b2b-продукта, импортозамещающего приборы зарубежных аналогов SIEMENS, Yokogawa Electric, Emerson и других в области цифровых компьютеров дл€ управлени€ различными процессами на производстве...
ѕ”ЅЋ» ј÷»»
«накомьтесь с актуальными публикаци€ми компаний-партнеров
-

—егодн€, когда западные технологии стали практически недоступны, а значительна€ часть общества по старинке считает, что в –оссии собственных технологий нет, –оссийские предпри€ти€-производители не просто заслуживают уважени€, но и крайне необходимы. ак пробитьс€ в число поставщиков нефтегазовых компаний? √де искать надежных поставщиков? » что делать с кадровым голодом?...
ѕромприбор-– Ц российский разработчик, российский производитель и российский работодатель
». ¬. Ћебедев Ц ќќќ Ђѕромприбор-–ї
-

¬ насто€щее врем€ обеспечение промышленных предпри€тий страны точными и надежными средствами измерени€ стало острой необходимостью, что потребовало от отечественных производителей »ѕиј внедрени€ новых технологий и разработок, а также кратного увеличени€ объемов выпускаемой продукции. ¬ сложившейс€ ситуации компани€ ЂЁћ»—ї не только замещает ушедшие зарубежные бренды собственным оборудованием, но и поддерживает складскую программу...
ћы поставл€ем наши датчики давлени€ в рекордно короткие сроки!
ј. –. ƒаутов Ц «јќ ЂЁћ»—ї
-

ќдним из способов создани€ верхнего интервала скважин большого диаметра, €вл€етс€ бурение с образованием много€русного ступенчатого забо€, формирование которого осуществл€етс€ за счет одновременного углублени€ скважины в нескольких плоскост€х. ¬ результате в нижней плоскости формируетс€ центральный круговой забой меньшего диаметра, а выше один или несколько периферийных кольцевых. ћного€русный ступенчатый забой формируетс€ в процессе...
—овершенствование конструкции шарошечного расширител€-калибратора
ƒ. ё. —ериков Ц –√” нефти и газа (Ќ»”) им. ». ћ. √убкина
-

–отационные счетчики газа Ёћ»—-–√— 245 вошли в список рекомендованного оборудовани€ и на сегодн€шний день имеют опыт эксплуатации на сотн€х объектов газоснабжени€ и газораспределени€ страны. —четчик имеет всю разрешительную документацию и необходимые сертификаты, а также успешно прошли испытани€ по системе добровольной сертификации Ђ»нтергазсертї...
Ќаши ротационные счетчики аналогичны оборудованию, к которому привык рынок газоснабжени€ и газораспределени€
≈. остарев Ц «јќ ЂЁћ»—ї
-

Ќефтегазова€ промышленность €вл€етс€ важной частью мировой экономики, но еЄ вли€ние на окружающую среду долгое врем€ было источником обеспокоенности из-за выбросов и загр€знени€. ќднако, как считает √еоргий √утенко, эксперт в области проектировани€ объектов нефт€ной и газовой промышленности и член национального объединени€ изыскателей и проектировщиков –оссии...
–азработка и использование инновационных технологий дл€ создани€ экологически безопасных объектов нефтегазовой промышленности
√. √утенко
-

ѕромышленное строительство, оборудование, введение в эксплуатацию и дальнейшее функционирование предпри€тий Ц сложные, ресурсоемкие процессы. «ачастую экспертным сопровождением многочисленных этапов этих процессов занимаютс€ специальные компании. Ќа данный момент в –оссии активно формируетс€ рынок сопровождени€ инвестпроектов, который, как и другие отрасли, пережил непростое врем€ в 2022 году. √лавными вызовами стали антироссийские санкции, уход западных компаний и поиск новых поставщиков...
“енденции на рынке сопровождени€ инвестпроектов
√. √аркуша Ц ќќќ Ђѕромћаш “естї
-

”же четверть века јќ Ђ“ќћ«ЁЋї (“омский завод электроприводов), занимаетс€ разработкой, изготовлением и сервисным обслуживанием специализированной продукции дл€ предпри€тий топливно-энергетического комплекса. —егодн€ “ќћ«ЁЋ Ц один из флагманов машиностроительной отрасли “омской области. омпани€ активно участвует в реализации федеральных и региональных программ, продвигает бренд региона на российском и зарубежных рынках, осуществл€ет ответственную социальную, кадровую и экологическую политику...
“ќћ«ЁЋ: 25 лет производства импортозамещающей продукции
ј. ». упкенов Ц јќ Ђ“ќћ«ЁЋї
-

ак известно сапфир Ч это редкий драгоценный камень. ƒобываетс€ в т€желых услови€х в недрах нашей земли. “ак и установка, разработанна€ ќќќ Ђѕќ ЂЌ≈‘“≈√ј«»Ќ“≈ЋЋ≈ “ї, редкий и драгоценный узел в системе учета нефтепродуктов. ѕосредством этой установки все нефт€ные компании сдают нефть, и с помощью этой же установки принимают дл€ переработки или дальнейшей транспортировки. ќдним словом Ц драгоценный Ёталон. ¬ прошлых стать€х мы рассказывали о важных компонентах трубопоршневой установки (“ѕ”)...
“ѕ” Ђ—апфирї Ц драгоценный Ёталон
–. –. якупов Ц ќќќ Ђѕќ ЂЌ≈‘“≈√ј«»Ќ“≈ЋЋ≈ “ї
-
–оссийска€ ‘едераци€ €вл€етс€ одним из мировых лидеров по добыче углеводородного сырь€ и других стратегически важных полезных ископаемых. ƒальнейшее динамичное и инновационное развитие экономики страны, в услови€х обострени€ мировой конкуренции, нуждаетс€ в серьезном качественном совершенствовании нефт€ной, газовой и других базовых отраслей промышленности, €вл€ющихс€ мощным фундаментом экономики нашей страны...
—овершенствование шарошечного бурового инструмента, оснащенного косозубым вооружением
ƒ. ё. —ериков Ц –√” нефти и газа (Ќ»”) им. ». ћ. √убкина
-

—нижение потерь в опорах быстровращающихс€ роторов и повышение их надежности €вл€етс€ важной технической задачей. ќдним из способов €вл€етс€ модернизаци€ и улучшение опорных узлов. ƒанные действи€ возможно выполнить путем вы€влени€ и сбора информации о недостатках, которые про€вл€ютс€ у элементов в процессе их эксплуатации. Ќа сегодн€шний день, накоплен обширный опыт использовани€ магнитных подшипников в разных...
ѕрименение магнитных подшипников дл€ роторных систем: преимущества и недостатки
ƒ. ј. Ѕорейко Ц ћќЌи√ѕ ‘√Ѕќ” ¬ќ Ђ”√“”ї
-
¬ насто€щее нелегкое врем€ дл€ промышленности и нефтегазовой отрасли страны очень выросла потребность в собственных, национальных решени€х с полным производственным циклом, постгарантийным обслуживанием и ремонтом оборудовани€. ќсобую актуальность данному положению придала сложна€ геополитическа€ ситуаци€ в мире. ћногие добывающие и перерабатывающие компании столкнулись с дефицитом российского оборудовани€, не уступающего иностранным аналогам...
√лавный компонент эталонной установки
–. –. якупов Ц ќќќ Ђѕќ ЂЌ≈‘“≈√ј«»Ќ“≈ЋЋ≈ “ї
-

»мпортозамещение в 2023 году становитс€ все более актуальной темой дл€ обсуждени€ среди энергетиков. Ќемаловажную роль в этой дискуссии занимает вопрос того, как обслуживать то импортное оборудование, которое уже работает в –оссии. ј главное Ц где найти специалистов? ќ том, насколько высока потребность в таких работниках и опыте создани€ лаборатории неразрушающего контрол€ рассказал генеральный директор ќќќ Ђ–усь-“урбої ќлег ƒмитриев...
¬рем€ дл€ изменений
ќ. ¬. ƒмитриев Ц ќќќ Ђ–усь-“урбої
-
¬ статье рассмотрен процесс сооружени€ подводных переходов при помощи метода наклонно-направленного бурени€ (ЌЌЅ). ћетод ЌЌЅ позвол€ет минимизировать врем€ сооружени€ подводных переходов магистральных трубопроводов, однако у него существуют целый р€д как технических, так и технологических недостатков, дл€ оценки которых были исследованы услови€ и основные принципы работы примен€емого при сооружении подводных переходов...
—овершенствование вооружени€ шарошечных расширителей, используемых при сооружении подводных переходов магистральных газонефтепроводов
ƒ. ё. —ериков Ц –√” нефти и газа (Ќ»”) им. ». ћ. √убкина
-

—тать€ посв€щена исследованию роли управленческих команд в работе нефтегазового сектора экономики, а также повышению эффективности управлени€ за счет перехода на командную модель управлени€. ƒанна€ модель предполагает создание управленческих команд дл€ решени€ определенных производственных целей, объединенных в организационную структуру на принципах демократии, лидерства, целевом согласовании и обеспечении единства...
»сследование роли управленческих команд в повышении эффективности работы нефтегазового сектора экономики
—. ≈. јнисимова Ц –√” нефти и газа (Ќ»”) имени ». ћ. √убкина
-

«јќ ЂЁћ»—ї Ц российска€ приборостроительна€ компани€ с 20-летним опытом разработки и производства контрольно-измерительных приборов и автоматики. ѕредпри€тие поставл€ет уникальную продукцию на объекты нефтегазовой, энергетической, химической, пищевой и других отраслей промышленности... ќ реализации программы импортозамещени€ в сфере »ѕиј рассказал председатель совета директоров а€ткин —. Ѕ...
»мпортозамещение в действии! ѕродукци€ Ёћ»— полностью замещает линейки »ѕиј зарубежных производителей
—. Ѕ. а€ткин Ц «јќ ЂЁћ»—ї
-

—уществующие способы очистки топливных резервуаров (ручной, механический, химический, комбинированный) требуют значительных материальных и временных затрат, пожароопасны, загр€зн€ют окружающую среду и могут оказывать вредное воздействие на здоровье человека. »нженерна€ компани€ »Ќ“≈–ЅЋќ завершила исследовани€ и выполнила опытно-конструкторскую работу по созданию энергоэффективного технологического комплекса очистки...
“ехнологи€ очистки резервуаров дл€ хранени€ нефтепродуктов с применением парогенераторов »Ќ“≈–ЅЋќ
ќ. ¬. Ѕогомолов Ц ќќќ »нженерна€ компани€ Ђ»Ќ“≈–ЅЋќ ї
-

ѕодготовка высокопрофессиональных и конкурентоспособных кадров, отвечающих потребност€м современного производства, €вл€етс€ важнейшим компонентом экономического развити€ любой страны. ќт того, насколько университеты готовы выпускать таких специалистов напр€мую зависит будущее государства. ќдним из факторов, обеспечивающих высокий уровень подготовки кадров, €вл€етс€ взаимодействие вузов и...
—истема Ђвуз-предпри€тиеї как модель инновационного развити€ отечественной экономики
ј. ј. “уманов Ц –√” нефти и газа (Ќ»”) им. ». ћ. √убкина
-

¬ июле 2022 года исполнилось 30 лет с момента образовани€ јќ Ђјтлантик“рансгаз—истемаї. јналогичной фразой начиналась юбилейна€ стать€ п€ть лет назад [1]. ќтсылаю читателей к этой публикации, где описано, как мы из небольшой инжиниринговой компании выросли в коллектив из 150 высококвалифицированных специалистов, реализующих Ђпод ключї системы контрол€ и управлени€ на базе собственной разработки и изготовлени€...
јќ Ђјтлантик“рансгаз—истемаї Ц 30 лет работы по автоматизации нефтегазового комплекса
Ћ. ». Ѕернер Ц јќ Ђј“√—ї
-
ак известно, интенсивность разрушени€ и удалени€ породы в процессе бурени€, во многом определ€етс€ полем давлений (напр€жений), возникающим в призабойной зоне. ќно формируетс€ за счет совместного действи€ нескольких факторов, таких как: механического воздействи€ вооружени€ долота, гидравлического воздействи€ потоков жидкости из скважины и пласта через забой и горного давлени€...
ѕерспективна€ конструкци€ гидромониторной насадки шарошечного бурового инструмента
ƒ. ё. —ериков Ц –√” нефти и газа (Ќ»”) им. ». ћ. √убкина
-

ачество, ответственность, профессионализм Ц это основные принципы работы омпании Ђ“юмень ѕриборї. Ќо дл€ любого производственного предпри€ти€ задача номер один Ц добитьс€ бесперебойной работы всех звеньев технологических процессов. ќпытный и высококвалифицированный персонал, надежна€ и высокотехнологична€ начинка производственных объектов Ц та база, котора€ позвол€ет не только стабильно развиватьс€...
20 лет омпании Ц это только начало...
–. ё. «акиров Ц ќќќ Ђ“юмень ѕриборї
-

¬ нынешнем году исполн€етс€ 25 лет с момента основани€ компании Ђ онцерн √удвинї и п€ть лет со старта наиболее масштабной ее разработки ? системы Ђ√удвин-Ќеваї, объединившей функционал беспроводной св€зи и промышленного »нтернета вещей. омпанию выдел€ет среди подобных предпри€тий, в частности, наличие не только разработчиков аппаратного и программного обеспечени€, но и собственного серийного производства...
Ђ√”ƒ¬»Ќї: 25 лет Ц полет нормальный
Ќ. ». орнев Ц ќќќ Ђ онцерн √удвин (√удвин ≈вропа)ї
-
ќќќ Ђ–усь-“урбої €вл€етс€ независимой компанией, осуществл€ющей сервис газовых турбин и предлагает комплексный ремонт, восстановление и техническое обслуживание основного и вспомогательного оборудовани€ тепловых электростанций. омпани€ зан€ла довольно уверенные позиции на рынке сервиса газовых и паровых турбин, а также приобрела авторитет и доверие заказчиков не только в –оссии, но и в странах —Ќ√...
ќќќ Ђ–усь-“урбої: импортозамещение и реверс-инжиниринг
ќ. ¬. ƒмитриев Ц ќќќ Ђ–усь-“урбої
-

Ђ¬ начале пути становлени€ ЂЎлангензї Ц мы были группой инициативных специалистов производственно-инжиниринговой отрасли. ¬ысока€ квалификаци€ наших конструкторов, инженеров, производственников и интерес к развивающимс€ рынкам позволил нам превратитьс€ из компании, производительность которой буквально зависела от одного сварщика, в крупнейшего на российском рынке производител€ высококачественных...
омпани€ ЂЎлангензї Ц нам есть чем гордитьс€!
ј. ј. “каченко Ц ќќќ ЂЎлангензї
-

ќдной из основных задач безаварийной и безремонтной эксплуатации скважин €вл€етс€ обеспечение необходимой прочности и герметичности лифтовых колонн и элементов систем заканчивани€. ак показывает опыт, нередко во врем€ и после проведени€ гидроразрыва пласта (√–ѕ) из-за воздействи€ абразивного износа проппанта и...
ќпределение остаточной прочности подвесных элементов устьевого оборудовани€ скважин и систем заканчивани€
ќ. ¬. —пирина, —. ј. оротков Ц ќќќ Ђ—иб√еоѕроектї
-

ƒл€ решени€ технологической задачи компримировани€ низконапорного ѕЌ√ в ЁЌ≈–√ј«е внедрен комплексный подход. ћесторождени€ оснащаютс€ малыми компрессорными станци€ми или компрессорными станци€ми низких ступеней сепарации (— Ќ—), основа которых Ц газодожимные установки низкого давлени€. Ќадежна€ работа подобных компрессорных установок низкого давлени€ обеспечиваетс€ специальными инженерными решени€ми...
ЁЌ≈–√ј«: проблемы низконапорного ѕЌ√ решаем комплексно
ј. ј. рамской Ц ќќќ Ђ—ервисЁЌ≈–√ј«ї
-

–азработка и производство анодных заземлителей Ц приоритетное направление де€тельности компании Ђ’имсервисї, основанное на 40-летнем опыте исследований в этой области. ѕрактическим воплощением результатов в свое врем€ стало производство ферросилидовых анодных заземлителей марки Ђћенделеевецї (ћћ, ћ , ћ√, ћ √), качество и надежность которых подтверждены успешным опытом эксплуатации более 25 лет...
»мпортозамещение: производство в –оссии магнетитовых анодов дл€ систем Ё’«
¬. ¬. “ерехов Ц «јќ Ђ’имсервисї
-
¬ насто€щее врем€ успех предпри€ти€, устойчивость и стабильность его развити€ напр€мую завис€т от инновационных процессов, основа которых Ц вывод новых продуктов, совершенствование программного обеспечени€ и внедрение технологических новшеств на предпри€тии. омпани€ ЂЁћ»—ї ежегодно вкладывает значительные средства в осуществление Ќ»ќ –, что обеспечивает предпри€тию сохранение лидерских позиций...
ћы стали конкурентоспособнее, технические характеристики наших приборов соответствуют уровню мировых аналогов!
≈. ≈. остарев Ц «јќ ЂЁћ»—ї
-

¬ Ѕелорусской энергосистеме ћинска€ “Ё÷-3 (филиал –”ѕ Ђћинскэнергої) работает с 1951 года. Ќа тот момент это был первый в Ѕеларуси опыт пуска энергооборудовани€ высокого давлени€. ћ“Ё÷-3 входит в единый производственно-технологический комплекс по производству, передаче и распределению тепловой и электрической энергии. ≈е установленна€ мощность сегодн€ составл€ет 442 ћ¬т по электричеству и 1632 √кал/ч по теплу...
—овременные газокомпрессорные технологии как фактор надежной эксплуатации генерирующего оборудовани€
Ё. «имнухов Ц ќќќ ЂЁЌ≈–√ј«ї
-

»звестно, что зарождение аварийного разрушени€ конструкций возникает с формировани€ зон концентрации напр€жений (« Ќ), которые и определ€ют собой текущее состо€ние ресурса работающих конструкций. ƒл€ прогноза выработки этого ресурса и обеспечени€ безопасности работы конструкций возникает необходимость в посто€нном количественном контроле уровн€ концентрации напр€жений вы€вленных зон...
јнализ существующих методик диагностики и неразрушающего контрол€ металлических конструкций нефтегазовых машин и агрегатов
ƒ. ј. Ѕорейко Ц ћќЌи√ѕ ‘√Ѕќ” ¬ќ Ђ”√“”ї
-

UNISTEAMЩ на сегодн€ Ц единственный в –оссии и —Ќ√ производитель, поставл€ющий сертифицированную газомоторную нефтепромысловую технику. √оды предварительных исследований, разработок и испытаний позволили создать продукт, отвечающий самым требовательным стандартам качества, надежности и безопасности. ак за это врем€ развивалась и совершенствовалась инновационна€ техника, рассказывает генеральный директор «авода паровых установок ёнистим ¬иктор јнатольевич јльгин...
“ехника на газомоторном топливе от производител€ є1 в –оссии
¬. ј. јльгин Ц ќќќ Ђ«авод паровых установок ёнистимї
-

—амым главным результатом и достижением за эти годы стало открытие собственного производства, строительство и ввод в эксплуатацию производственного комплекса ќќќ Ђ —Ѕї в ћоскве. этому шли достаточно долго, так как планы по инвестици€м, развитию и внедрению производства в –оссии обсуждались практически сразу после учреждени€ ќќќ Ђ —Ѕї 21 июн€ 2005 г., далее они были оформлены в виде бизнес-плана 2008 г., как только на российском рынке стал отмечатьс€ стабильно растущий спрос на оборудование KSB стандартных позиций...
15 лет ќќќ Ђ —Ѕї Ц истори€ успеха
ј. ¬. ƒобродеев Ц ќќќ Ђ —Ѕї
-

¬ мире достаточно много публикаций, методических материалов и рекомендаций по разработке, поддержанию и развитию систем менеджмента качества с целью ее пригодности, адекватности бизнес системе управлени€ организации и ориентации на ѕотребител€. ќднако наличие базовых требований стандартов менеджмента качества Ц всего лишь вектор дл€ построени€ системы...
ƒизайн корпоративной —ћ . ѕринципы построени€ —ћ в промышленных холдингах
Ћ. Ѕ. Ѕельцева Ц ѕјќ Ђ“рубна€ металлургическа€ компани€ї
-

ЁЌ≈–√ј« ежегодно реализует дес€тки проектов и получает новые подтверждени€ тому, что подготовка газа (Upstream, MIdstream) Ц это выверенный и согласованный инженерный расчет комплексного технологического процесса, позвол€ющего достигать и устойчиво поддерживать установленные значени€ газа по чистоте, влажности, температуре, давлению, расходу и другим параметрам...
ћногофункциональные установки подготовки газа ЂЁЌ≈–√ј«ї Ц накоплен опыт надежной эксплуатации
ј. –убанов - ќќќ ЂЁЌ≈–√ј«ї
-

¬ насто€щем исследовании проведен анализ экономических эффектов, св€занных с реализацией стратегии локализации и импортозамещени€, включа€ повышение рентабельности разработки арктических месторождений, генерацию мультипликативных эффектов в контексте межотраслевых св€зей экономики страны. ѕо результатам исследовани€ удалось сформулировать концептуальный вывод о том, что...
–еализаци€ политики импортозамещени€ и локализации при освоении нефтегазовых месторождений јрктики
». Ќ. ¬олодина, —. ≈. јнисимова - –√” нефти и газа (Ќ»”) имени ». ћ. √убкина
-
Ёффективность и надежность технологического оборудовани€ газоподготовки и газоснабжени€ напр€мую зависит от важнейшего фактора Ц качественного технического сервиса в гарантийный и послегарантийный эксплуатационный период. ¬ √руппе ЁЌ≈–√ј« эти задачи решает сервисно-технический дивизион, созданный еще в 2008 году. ћы побеседовали с генеральным директором компании —ервисЁЌ≈–√ј« јлександром рамским...
ачественный сервис Ц об€зательный фактор эффективности и надежности оборудовани€ газоподготовки
ј. ј. рамской Ц ќќќ Ђ—ервисЁЌ≈–√ј«ї
-
—овременный этап экономического развити€, сопровождающийс€ глобализационными и интеграционными процессами, заставл€ет хоз€йствующие субъекты независимо от их организационно-правовой формы и отраслевой направленности функциональной де€тельности пересматривать осуществл€емую политику. ќсобенно остро этот вопрос становитс€ перед компани€ми, зан€тыми в нефтегазовой отрасли [1,2]...
Ёкономический эффект, достигаемый при реструктуризации нефтегазовых компаний
». Ќ. ¬олодина, —. ≈. јнисимова, ƒ. ё. —ериков - –√” нефти и газа (Ќ»”) имени ». ћ. √убкина
-

–абота в промышленной отрасли почти всегда сопр€жена с рисками. Ќа современных предпри€ти€х техника безопасности и планы предотвращени€ чрезвычайных ситуаций тщательно прорабатываютс€, а потому с каждым годом число несчастных случаев уменьшаетс€. ѕри этом до сих пор –осси€ остаЄтс€ в конце рейтинга стран по числу травматизма или летальных исходов среди сотрудников промышленных компаний...
ѕерва€ помощь, пожар или опасные работы: как к этому быть готовым?
ƒ. ириллов Ц омпани€ Modum Lab
-

√руппа компаний “—— (√ “——) сегодн€ Ц это многоуровнева€ структура, действующа€ под единым брендом, который отражает смысл и философию нашего дела: Ђ“ехника. —озидание. —ервисї.
ћы гарантированно и в полном объеме решаем задачи инжиниринга, производства, поставок, сервиса Ц по всей номенклатуре оборудовани€ дл€ дизельных электростанций (ƒЁ—) и газопоршневых электростанций (√ѕЁ—), прежде всего, в корпоративном сегменте...√руппа компаний “—— Ц “ехника. —озидание. —ервис.
¬. √. —орокин Ц ќќќ Ђ√ “——ї
-
–азвитие цифровых технологий кардинальным образом измен€ет формат функционировани€ современной экономики. ѕрактически за двадцать последних лет цифровизаци€ экономической сферы приобрела громадные масштабы и обусловила новые тренды развити€, отвечающие вызовам времени. ¬ качестве примера возьмем два новых направлени€, св€занных с цифровизацией экономики и попробуем проследить те изменени€, которые они привнесли в современный рынок труда...
оммуникативное пространство HR-брендинга в digital-среде
—. ≈. јнисимова Ц –√” нефти и газа (Ќ»”) имени ». ћ. √убкина
-

—егодн€ лишь немногие компании работают только на основании нормативных документов федерального или регионального уровн€. ≈ще со времен ———– организации занимаютс€ разработкой собственных внутренних стандартов. ¬ крупных направлени€х промышленности (авиаци€, судостроение, ракетно-космическа€ де€тельность, ќѕ и т.д.) над этим работают целые институты. ќсновные требовани€, которые предпри€ти€ используют при выпуске продукции чаще всего, как раз содержатс€ во внутренних стандартах...
Ђ“ехэкспертї поможет предпри€ти€м стать цифровыми
—. “ихомиров Ц јќ Ђ одексї
-

Ќа примере ѕрегольской “Ё—, введенной в эксплуатацию в марте 2019 года, рассмотрим возможности комплексной газоподготовки на базе многофункциональных технологических установок, примен€емых в автоматизированном процессе очистки, осушки, подогрева, редуцировани€, учета, контрол€ качества, компримировани€ и подачи топливного газа к турбинам парогазовых энергоблоков...
омплексна€ подготовка топливного газа дл€ турбин ѕрегольской “Ё—
Ё. —. «имнухов Ц ќќќ ЂЁЌ≈–√ј«ї
-

√лавна€ наша цель локализовать производство некоторых типов оборудовани€ таким образом, чтобы мы могли полноправно сказать, что оно произведено в –оссийской ‘едерации. насто€щему моменты мы уже удвоили объемы локальной сборки как стандартных насосов типа Etanorm, так насосов инженерного типа, которые комплектуютс€ высоковольтными двигател€ми, сложными системами обв€зки и торцовых уплотнений, что также выполн€етс€ на территории производственного комплекса...
√од генерального директора
ј. ¬. ƒобродеев Ц ќќќ Ђ —Ѕї
-

Ѕолее чем за 25 лет своей де€тельности √руппа компаний “—— во многом повторила этапы развити€ российского машиностроени€ конца дев€ностых Ц начала двухтыс€чных. акой-то период мы перепродавали импортное оборудование, затем плотно зан€лись сборочным производством электростанций на базе отечественных двигателей, расшир€ли объемы складов и создавали дистрибьюторскую сеть, пополн€ли и оптимизировали номенклатуру выпускаемой продукции, отвечающей требовани€м и финансовым возможност€м наших заказчиков...
√ “—— Ц дизельные электростанции от лидера отрасли
¬. ¬. ¬ерченко - ќќќ Ђ√ “——ї
-

∆елание идти в ногу со временем предопредел€ет политику развити€ современного трубного производства. ¬ рыночных услови€х вопрос экономической эффективности проектов остро стоит дл€ потребителей металлопроката. ќјќ Ђ”ралтрубпромї здраво оценивает тренды текущего времени и готов предложить актуальные инструменты дл€ снижени€ затрат на трубную продукцию. ќ возможност€х предпри€ти€ расскажет ћочалова »рина, директор по управлению качеством ќјќ Ђ”ралтрубпромї...
”ральские трубы дл€ нефтегазового сектора
». ћочалова Ц ќјќ Ђ”ралтрубпромї
-
“ехника и технологи€ бурени€ нефт€ных и газовых скважин в последнее врем€ качественно совершенствуетс€ и работы в этой области, проведенные российскими и зарубежными исследовател€ми и конструкторами, позволили значительно повысить работоспособность используемого при бурении породоразрушающего инструмента. ќднако, несмотр€ на это, проблемы совершенствовани€ породоразрушающего инструмента имеют все большую актуальность при бурении глубоких и сверхглубоких скважин...
—овершенствование эжекционных систем промывки забо€
ƒ. ё. —ериков - –√” нефти и газа (Ќ»”) имени ». ћ. √убкина
-

√руппа компаний “—— более 20 лет производит электростанции.
—егодн€ по всей –оссии и в других странах успешно эксплуатируетс€ свыше 15 тыс€ч дизельных генераторных установок (ƒ√”) “——. Ёти электростанции предназначены дл€ обеспечени€ бесперебойного энергоснабжени€ (основного или резервного) различных государственных и коммерческих объектов, социальных учреждений, промышленных и сельскохоз€йственных предпри€тий...√ “——: правильный выбор дизельной генераторной установки
¬. ¬. раснов Ц ќќќ Ђ√ “——ї
-

ѕродукци€ –”—ЁЋѕ–ќћ сегодн€ успешно замен€ет дорогосто€щие электродвигатели ведущих мировых брендов в самых разных агрегатах отечественной судовой техники, включа€ самые мощные атомные ледоколы. омпоненты системы электродвижени€ дл€ судов, произведенные концерном, особо отмечены экспертной комиссией и удостоены звани€ лауреата Ќациональной премии в области импортозамещени€ Ђѕриоритетї. ѕродукци€ концерна одобрена ћорским регистром судоходства и давно примен€етс€ на отечественных судах...
ћаксим —виридов: подход Ђот потребностейї
ћ. —виридов - ќќќ Ђ“ƒ Ђ–усэлпромї
-

¬ 2018 году завод приступил к выпуску новой дл€ себ€ продукции Ц производству автогидроподъемников. јвтокраны Ђ линцыї, успешно эксплуатируемые в самых разных уголках нашей страны, по праву завоевали признание и попул€рность: на прот€жении нескольких последних лет јќ Ђ ј«ї стабильно занимает на рынке –оссии долю пор€дка 30%, а продукци€ завода пользуетс€ спросом не только в –оссии и странах —Ќ√, но и во многих государствах дальнего зарубежь€...
ƒвижение вверх
. ¬. √аврилов - јќ Ђ ј«ї
-
ѕредставлены результаты работы, направленной на дальнейшее совершенствование конструкций шарошечных долот, предназначенных дл€ бурени€ скважин с очисткой забо€ газообразным агентом. ѕредложены новые конструкции шарошечных долот, оснащенных обратными клапанами и вентилируемыми опорами, которые обладают высокой конкурентоспособностью ввиду их простоты изготовлени€ и надежности, а их применение позволит...
—овершенствование конструкций шарошечных долот дл€ бурени€ с продувкой воздухом
ƒ. ё. —ериков - –√” нефти и газа (Ќ»”) имени ». ћ. √убкина; –. ћ. Ѕогомолов - ‘√Ѕќ” ¬ќ Ђ—ам√“”ї
-

√руппа компаний ЁЌ≈–√ј« вывела на рынок востребованную на сегодн€ модификацию газодожимного оборудовани€ Ц малые газовые компрессорные установки. ћ√ ” обладают комплексом преимуществ в своем эксплуатационном сегменте. ¬ сообществе “Ё утвердилась традици€ Ц решение нестандартных технологических задач довер€ть инженерным коллективам, многократно проверенным в деле...
ћал, да удал. Ќова€ модификаци€ газокомпрессорных установок ЂЁЌ≈–√ј«ї
. ¬. јвиленко - ќќќ ЂЁЌ≈–√ј«ї
-

ѕриродный газ на сегодн€шний день €вл€етс€ одним из самых востребованных природных ресурсов в мире. «а последние дес€ть лет уровень добычи и потреблени€ газа возрос более чем на 20%. ƒол€ природного газа на мировом рынке энергетических ресурсов продолжает активно расти, что обуславливаетс€ его доступностью, универсальностью, а также высокими экологическими характеристиками...
ќсобенности развити€ технологий в области транспорта и хранени€ сжиженного природного газа
¬. ј. ¬оронов - —анкт-ѕетербургский горный университет
-
VR-технологии и другие технологичные решени€, включа€ новый тренд Ц искусственный интеллект, - это не просто новое направление дл€ топливно-энергетического комплекса страны, но и решени€, которые уже активно мен€ют усто€вшиес€ производственные циклы и на государственном уровне способствуют развитию концепции Ђ»ндустри€ 4.0ї...
акие высокотехнологичные новинки сокращают дл€ “Ё путь к индустрии 4.0
ƒ. ириллов Ц омпани€ Modum Lab
-
ћы не случайно делаем акцент на инженерном профессионализме. »менно в нем сосредоточены врожденные таланты энергазовцев, их способности, которые раскрываютс€ в каждодневном труде, в работе по освоению теоретических знаний и практических навыков. »менно так нарабатываетс€ новый опыт, необходимый при создании и выполнении проектов комплексной газоподготовки и газоснабжени€...
ЁЌ≈–√ј« Ц проекты газоподготовки и газоснабжени€ выполн€ютс€ по плану
Ё. —. «имнухов Ц ќќќ ЂЁЌ≈–√ј«ї
-

—егодн€ многие нефтегазодобывающие компании решают вопрос, как с наименьшими финансовыми затратами и в кратчайшие сроки организовать добычу углеводородов на месторождении в период его пробной эксплуатации. –ешением этой проблемы €вл€етс€ применение малогабаритных установок дл€ обустройства месторождений Ц ћЅ—Ќ”...
ќборудование дл€ обустройства нефтегазовых месторождений. ћобильные решени€ Ц ћЅ—Ќ”
ќ. Ќ. јминов Ц ќќќ Ђ орпораци€ ”ралтехностройї
-

ќсновные принципы работы электрических машин, разработанные еще в конце XIX века, используютс€ и сегодн€. Ќо истори€ их усовершенствовани€ непрерывно движетс€ в сторону повышени€ энергоэффективности (увеличени€ ѕƒ), снижени€ массы и эксплуатационных затрат. —овременные требовани€ об€зуют разработчиков электрооборудовани€ решать задачи уменьшени€ уровн€ шума Ц одного из ключевых показателей эргономичности электродвигател€...
»нновационные двигатели от электротехнического концерна –”—ЁЋѕ–ќћ
Ћ. Ќ. ћакаров Ц концерн –”—ЁЋѕ–ќћ
-
ѕроектна€ и производственно-сервисна€ де€тельность √руппы ЁЌ≈–√ј« сосредоточена на поиске и реализации конструкторских и инженерных решений по созданию многофункциональных установок подготовки газа. “акие установки предназначены дл€ гарантированного долговременного и непрерывного обеспечени€ качественной подготовки газа разного типа и исходного состо€ни€ Ц во всех газоиспользующих отрасл€х промышленности...
ЁЌ≈–√ј« внедр€ет многофункциональные установки подготовки газа
ј. –убанов - ќќќ ЂЁЌ≈–√ј«ї
Ќќ¬ќ—“»
—вежие новости компаний нефтегазовой отрасли


омпани€ ќ3 стала участником ƒн€ карьеры на ’имическом факультете ћ√”
12.04.2024
¬ладимир „ернышев: Ђ—тремимс€ стать устойчивой цифровой транспортной компаниейї
11.04.2024
јќ Ќѕ’ ¬ћѕ приглашает на ЂЌефтегаз-2024ї
09.04.2024
ѕроизводственна€ компани€ Ђё√Ќ≈‘“≈ћјЎї Ц участник выставки ЂЌефтегаз-2024ї
07.04.2024
»нвестици€ ¬ЁЅ в омпанию ќ3 принесла свои плоды
05.04.2024
“ћ повысит долю оборотного водоснабжени€ и модернизирует газоочистку
02.04.2024
омпани€ ќ3 прин€ла участие в XV конференции Ђјнтикоррозионна€ защита-2024ї
02.04.2024
ѕродукци€ Ћ«“ј Ђћј–ЎјЋї добавлена в √осударственную информационную систему промышленности
02.04.2024
√ Ђ“урбулентность-ƒќЌї прин€ла участие в круглом столе √руппы ЂЋукойлї
02.04.2024
ћодернизаци€ поверочной установки Ёћ»—-ћ≈“–ј 7100-20
02.04.2024
јвтоматизаци€ производства с применением SCADA –”√-2000Ѓ v 5.0 на российских ќ—
01.04.2024
“ј√–ј— участвует в международной выставке ЂЌефтегаз-2024ї
26.03.2024
јвтоматизированные системы объектов —тавропольнефтегаз работают в штатном режиме
26.03.2024
јќ Ђ ј«ї провело испытани€ ““-50 с представител€ми ѕјќ Ђ√азпромї
19.03.2024
—ѕ≈÷ѕ–ќ≈ “џ
Ќовейшие разработки, инновации, реализованные проекты, услуги
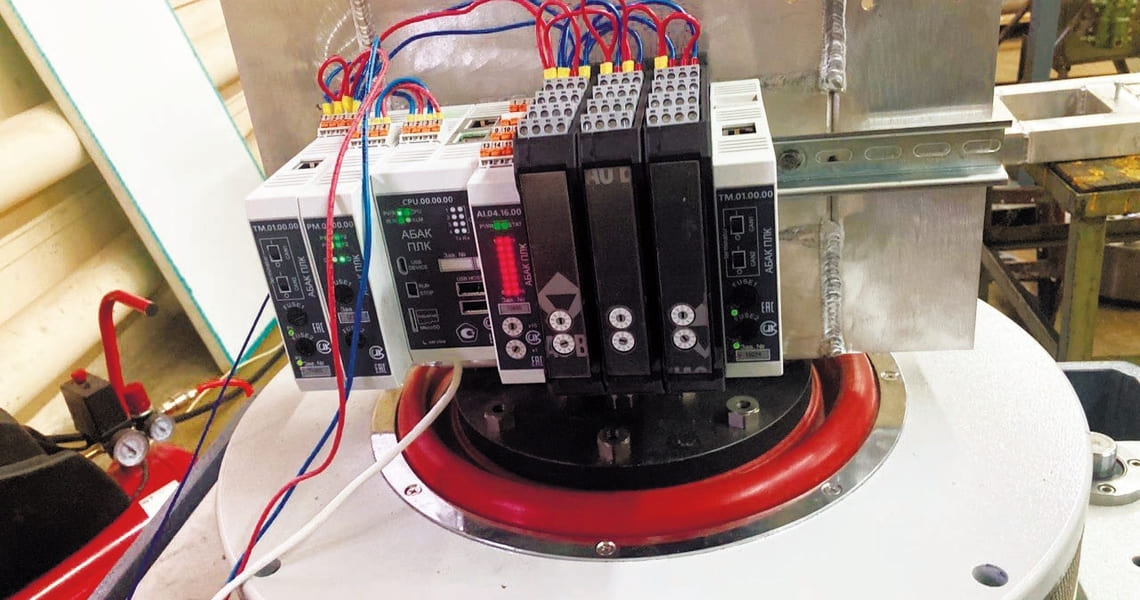
—пециалистами Ќ»÷ Ђ»Ќ ќћ—»—“≈ћї был разработан јЅј ѕЋ , который €вл€етс€ российским аналогом приборов известных зарубежных компаний, таких как SIEMENS, Yokogawa Electric, Schneider Electric, Emerson Process Management. ѕри этом он не уступает им в надежности, характеристиках и функционале. »Ќ ќћ—»—“≈ћ €вл€етс€ не только производителем оборудовани€...

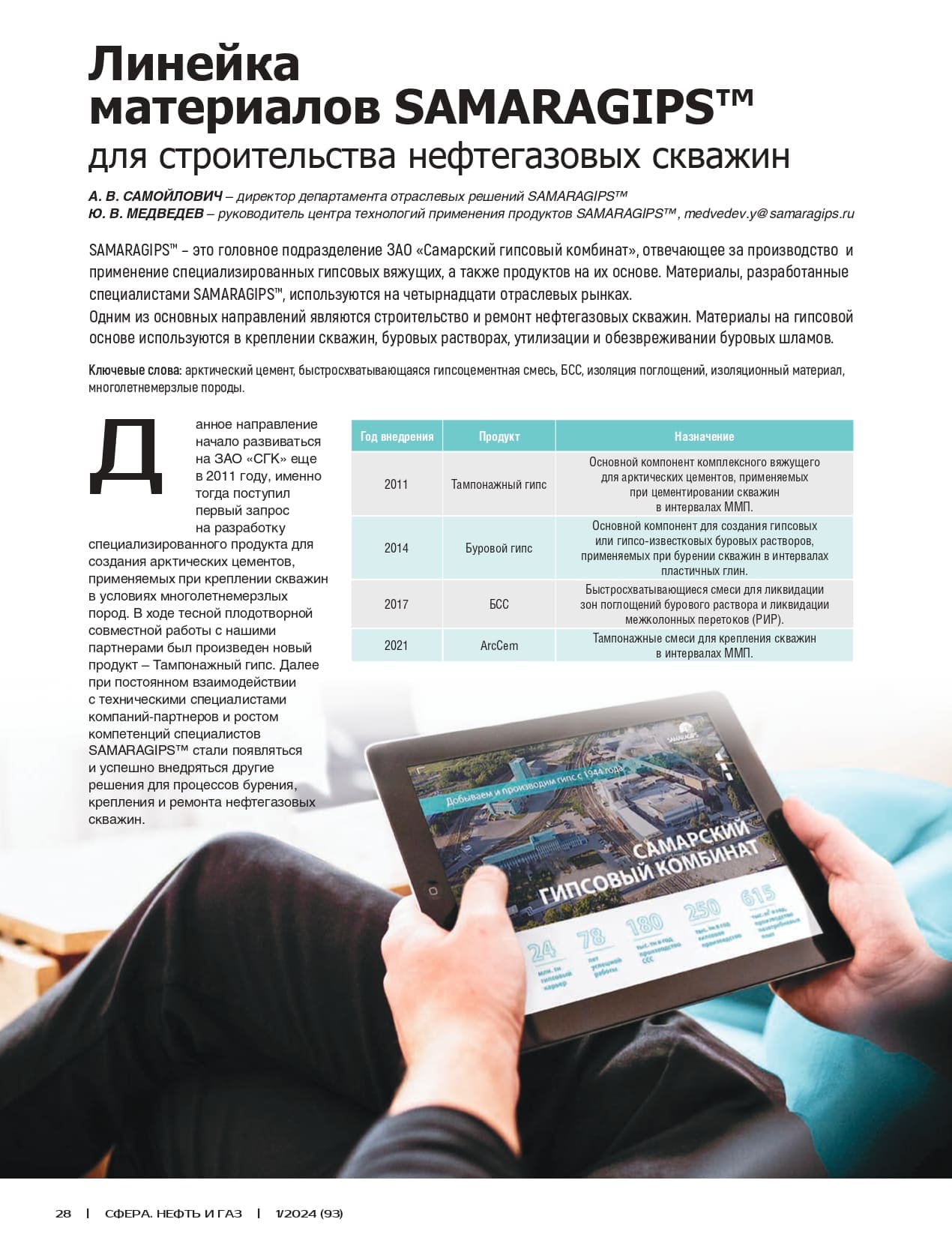
√еологические услови€ јрктики диктуют разработчикам ее широт свои услови€. ¬ечна€ мерзлота неоднократно преподносила непри€тные сюрпризы строител€м и недропользовател€м. ќшибки проектировщиков и строителей могут иметь трагические последстви€. ѕредусмотреть то, как поведет себ€ грунт в случае потеплени€, важно еще на стадии проектировани€...

ƒл€ сохранени€ устойчивости и обеспечени€ минимальных деформаций грунтового основани€ приустьевой зоны нефт€ных и газовых скважин многолетнемерзлые грунты (ћћ√) должны использоватьс€ по I-му принципу (согласно —ѕ25.133330.2013). ¬ цел€х предотвращени€ оттаивани€ пород за пределами минимального радиуса растеплени€ в устьевой зоне...
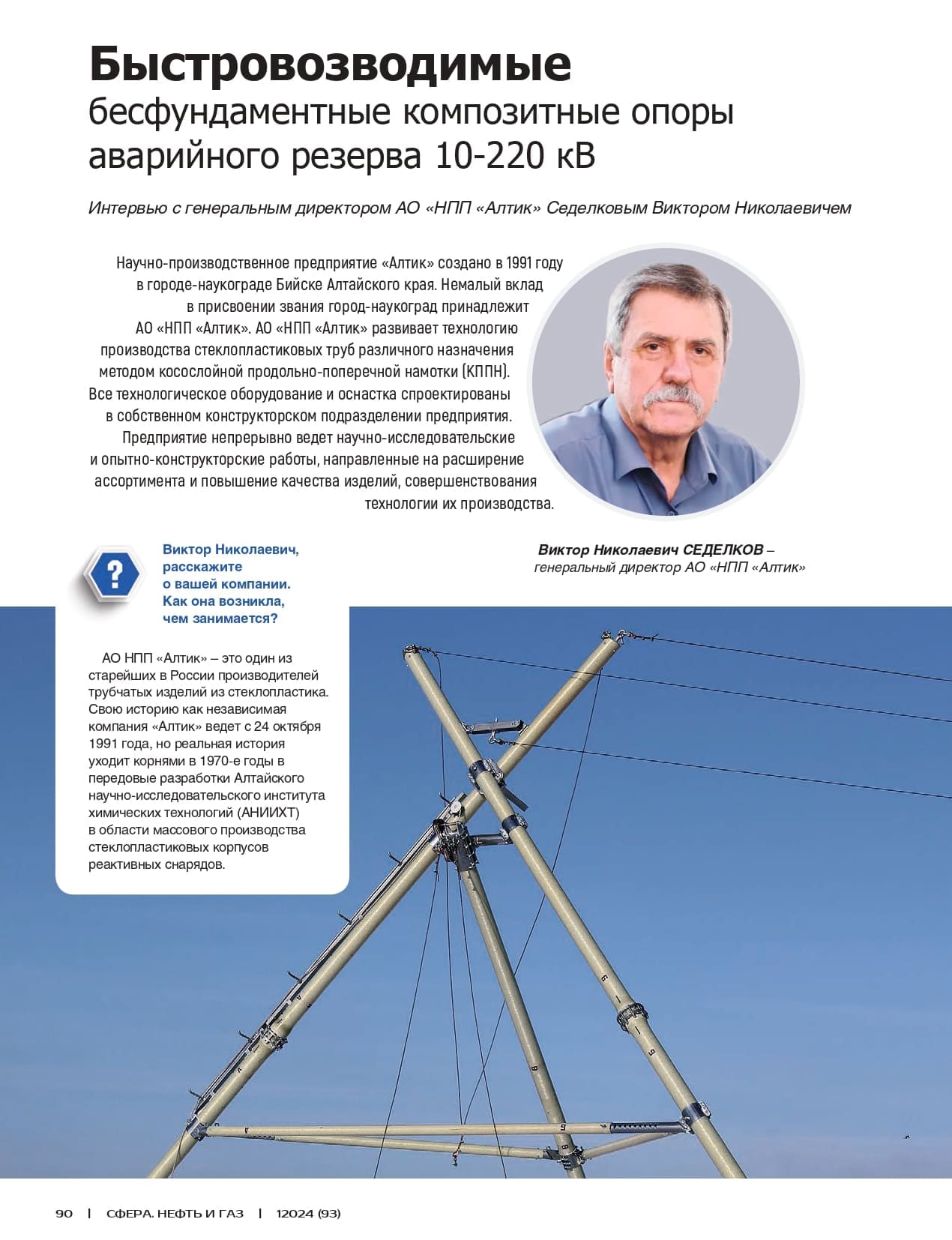
Ёнергоснабжение силового оборудовани€ магистральных нефте- и газопроводов, как правило, обеспечиваетс€ за счет вдольтрассовых воздушных линий электропередач (далее Ц ¬Ћ) с номинальным напр€жением от 6 до 35 к¬. Ёти линии отличаютс€ от аналогичных районных электрических сетей значительной прот€женностью: до сотен километров с отсутствием возможности резервировани€...

— каждым годом проблема истощени€ крупных месторождений на территории –оссийской ‘едерации становитс€ все острее, в св€зи с чем многократно возрастает и важность эффективного использовани€ низконапорного газа. —пециалисты группы компаний ЁЌ≈–√ј« предлагают решать технологическую задачу компримировани€ ЌЌ ѕЌ√ комплексно...